
















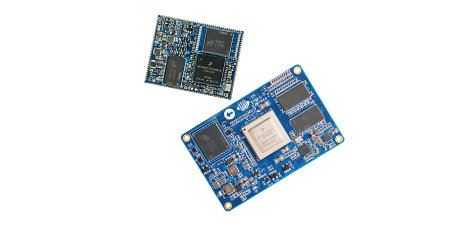
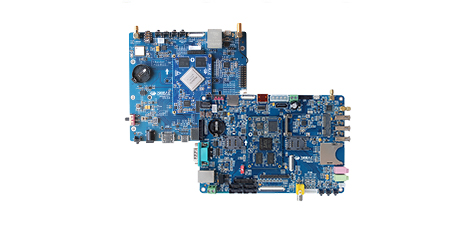

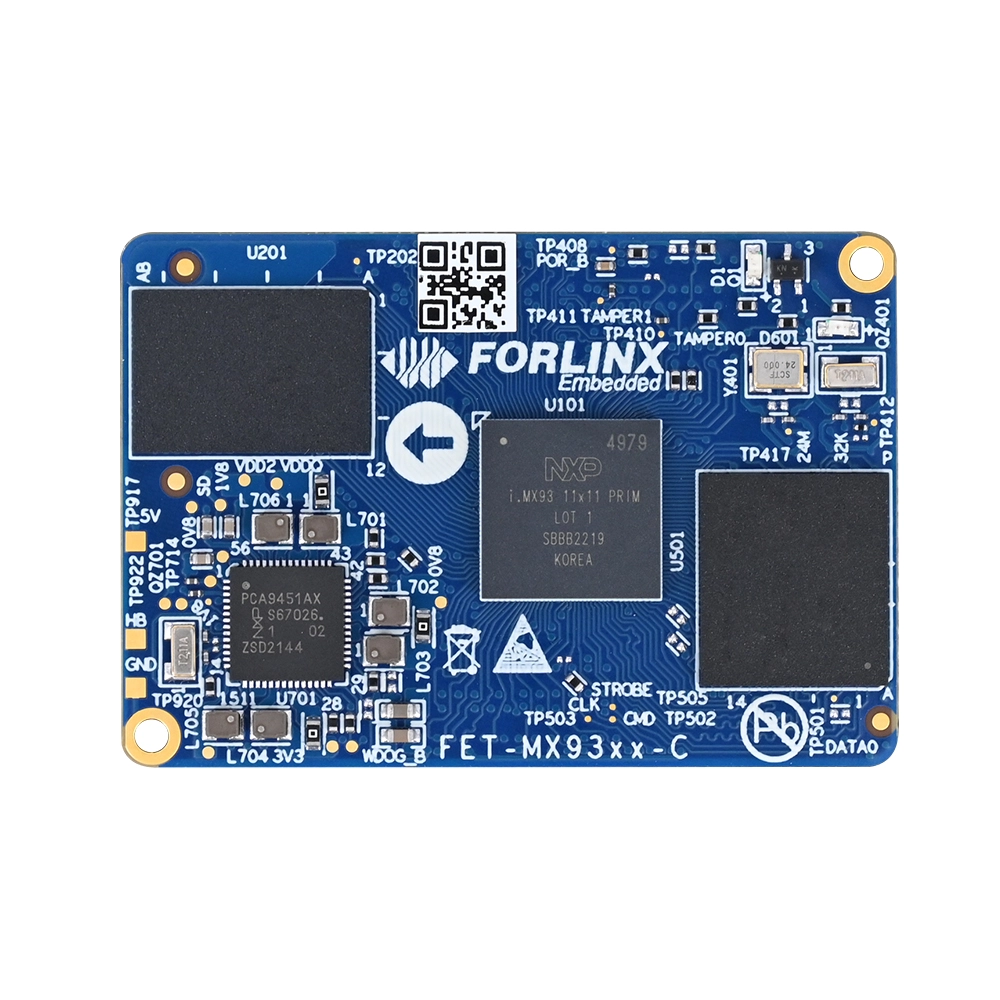
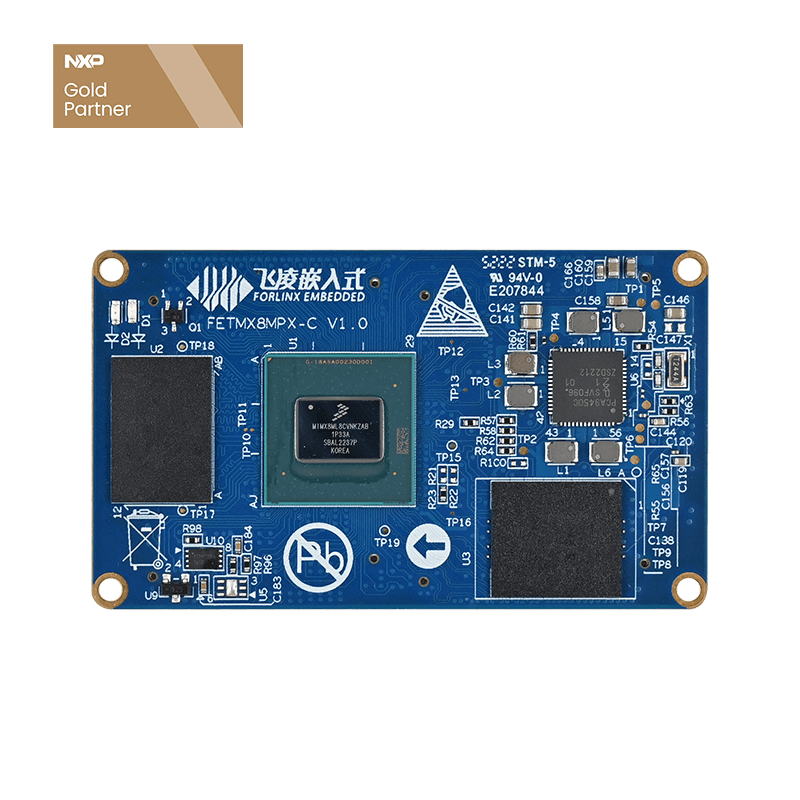
Featured Products

About us
- 17
years
History
- 30K
+
Enterprise Users
- 80K
+
Engineer Users
- 45
%
R&D Personnel
- 13K
㎡
Office Park
Why Forlinx?
-


Robust Quality
Our products are designed to run 24/7 in critical applications and to withstand harsh environments. -


Platform Scalability
Scalability ensures seamless migration of an embedded platform to future technology without the need for a redesign. -


Direct Engineer Support
Technical support is provided directly by Forlinx product design engineers streamlining customers' design flow. -


10-year Availability
Forlinx guarantees 10 years of product availability. The product life-cycle is extended with well-established last-time-buy and component stocking programs. -


In-house Manufacturing
Forlinx products are made in-house in ISO9001:
2015-certified facilities for high-quality and flexible logistics. -


Comprehensive Documentation
Forlinx supports its products with detailed technical reference manuals, carrier-board designs packages and schematics.

首页新闻
公司动态
- Advance Hand in Hand | Forlinx Authorized as NXP Gold Partner 2021-01-07
- International Event | Forlinx Embedded Makes Grand Appearance at Embedded World 2024, Nuremberg, Germany 2024-04-11
- Forlinx Embedded to Showcase at 2024 Embedded World Exhibition in Nuremberg, Germany 2024-03-30
- A Team From NXP Visited the Headquarters of Forlinx Embedded 2024-01-05
- Forlinx Embedded Launches FET-D9360-C SoM Based on D9-Pro High-Performance Industrial Processor 2023-12-26
- Texas Instruments (TI) Technical Team Visits Forlinx Embedded Headquarter 2023-12-22
行业动态
- Forlinx RK3588 SoM Circuit Problems: MaskRom Mode Entry Causes and Solutions 2024-04-25
- Pressure Displacement Profile Analyzer Solution Based on FETMX8MM-C SoM 2024-04-23
- Forlinx Embedded AM62x SoM, Empowering a New Generation of HMI 2024-04-18
- Steps for Reading and Modifying U-Boot Environment Variables at the Kernel Stage 2024-04-16
- Display and Modification of LVDS Display Interface on AM62x Development Board 2024-04-08
- With AMP Dual System Support, RK3568 SoM Boosts Real-Time Performance 2024-04-02